
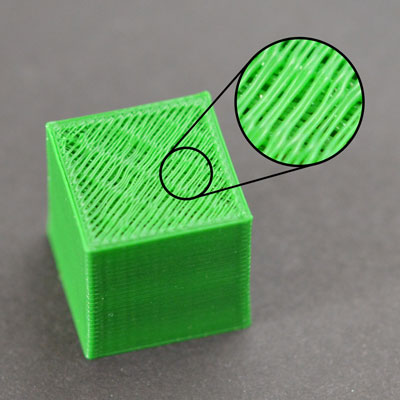
Buracos ou fendas na camada superior da impressão 3D
<p>Possíveis causas:</p>
<ol>
<li>
<p>Preenchimento insuficiente da top layer: Se a configuração de espessura ou densidade da top layer no software slicer for muito baixa, pode não haver filamento suficiente sendo depositado para criar uma superfície sólida.</p>
</li>
<li>
<p>Espaçamento excessivo da top layer: Se o espaçamento entre as linhas da top layer for muito grande, pode haver lacunas visíveis entre as extrusões adjacentes.</p>
</li>
<li>
<p>Subextrusão: Se a impressora não estiver extrudando plástico suficiente devido a um bico entupido, tensão de filamento baixa ou passos E incorretos, pode haver muito pouco material para preencher adequadamente a top layer.</p>
</li>
<li>
<p>Resfriamento inadequado: Se a top layer não resfriar e endurecer rápido o suficiente, as linhas extrudadas podem se separar ou encolher, criando lacunas à medida que as camadas se contraem.</p>
</li>
<li>
<p>Velocidade da top layer muito alta: Imprimir a top layer muito rapidamente pode fazer com que o bico arraste ou desloque as linhas já depositadas, criando espaços ou inconsistências na superfície.</p>
</li>
<li><span>Camadas sólidas superiores insuficientes: Se não houver camadas sólidas suficientes sendo impressas acima do preenchimento (infill), pode haver muito pouco material para criar uma superfície completamente fechada e contínua.</span></li>
</ol>
<p>Soluções:</p>
<ol>
<li>
<p>Aumente a espessura da top layer: Nos parâmetros do software slicer, aumente o número de top layers ou a espessura da top layer. Isso depositará mais material e criará uma superfície mais robusta e sólida.</p>
</li>
<li>
<p>Reduza o espaçamento da top layer: Diminua a configuração de espaçamento da linha da top layer ou aumente a largura extrudada para criar mais sobreposição entre os passes adjacentes. Isso ajudará a eliminar lacunas e produzir uma superfície mais contínua.</p>
</li>
<li>
<p>Calibre a extrusão: Faça um teste de calibração de extrusão para garantir que sua impressora esteja fornecendo a quantidade correta de filamento. Ajuste o fluxo ou os passos E conforme necessário para evitar subextrusão.</p>
</li>
<li>
<p>Melhore o resfriamento: Certifique-se de que sua impressora tenha um ventilador de resfriamento da peça funcionando corretamente e direcionado para a impressão. Aumente a velocidade do ventilador ou adicione tempo de espera na configuração do slicer para permitir um resfriamento adequado entre as camadas.</p>
</li>
<li>
<p>Reduza a velocidade da top layer: Diminua a velocidade de impressão especificamente para a top layer, seja diretamente ou usando um modificador de velocidade no slicer. Uma top layer mais lenta permitirá uma deposição mais consistente e minimizará distúrbios.</p>
</li>
<li>
<p>Ative o preenchimento "ironing": Alguns slicers têm um recurso chamado "ironing" que faz uma passagem adicional sobre a top layer com um fluxo reduzido para "alisar" quaisquer imperfeições. Experimente habilitar isso para superfícies mais uniformes.</p>
</li>
<li>
<p>Ajuste a ordem de impressão da top layer: Se o slicer permitir, experimente alterar o padrão ou a direção em que a top layer é impressa. Imprimir em um padrão de zigue-zague ou concêntrico pode ajudar a distribuir melhor o filamento e reduzir o encolhimento ou espaçamento desigual.</p>
</li>
<li>
<p>Aumente o número de camadas sólidas superiores: Nas configurações do software slicer, aumente o número de camadas sólidas superiores (também chamadas de "top layers" ou "surface layers"). Ter pelo menos 4-6 camadas sólidas garantirá que haja material suficiente para preencher quaisquer lacunas do infill e criar uma superfície robusta. As camadas sólidas superiores desempenham um papel crítico na criação de uma superfície de impressão forte e esteticamente agradável. Elas essencialmente formam uma "pele" que cobre o infill interno e oculta quaisquer espaços ou padrões abaixo. Se essa pele for muito fina (ou seja, poucas camadas sólidas), o infill pode aparecer, resultando em uma superfície irregular ou esburacada. A quantidade ideal de camadas sólidas superiores dependerá da altura da camada e da complexidade da impressão, mas um bom ponto de partida é pelo menos 4-6 camadas ou cerca de 0,8-1,2 mm de espessura total. Isso fornecerá uma base sólida para então ajustar as configurações de fluxo, resfriamento e espaçamento para uma superfície ideal. Vale a pena notar que aumentar as camadas sólidas superiores também aumentará o tempo e o material necessários para a impressão, então pode ser necessário encontrar um equilíbrio baseado nos requisitos específicos da peça. Mas para impressões em que a qualidade da superfície é primordial, não tenha medo de usar camadas sólidas superiores generosas em combinação com outras técnicas de otimização.</p>
</li>
</ol>
<p>Os buracos na top layer podem ser frustrantes, pois comprometem a integridade e a aparência da impressão final. Muitas vezes, é um sintoma de muita pouca extrusão ou distribuição inconsistente de filamento, então se concentre primeiro em calibrar seu fluxo e alterar as configurações de espaçamento/espessura. Complementar isso com um resfriamento apropriado e velocidade da top layer deve produzir uma superfície mais suave e uniforme. Se os buracos persistirem, pode valer a pena experimentar um filamento diferente ou considerar medidas mais avançadas, como um bico de maior diâmetro para aumentar o fluxo de saída. Como sempre com a impressão 3D, a solução de problemas metódica e o controle cuidadoso das variáveis são as chaves para superar desafios como buracos na camada superior.</p>

 29.05.2019,
29.05.2019, 