
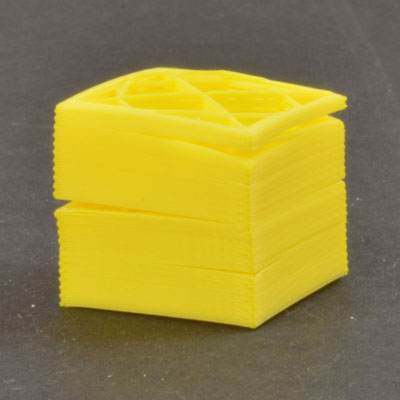
Separação ou divisão de camadas em uma impressão 3D
<p>Possíveis causas:</p>
<ol>
<li>
<p>Temperatura de impressão muito baixa: Se a temperatura do bico estiver muito baixa, o filamento pode não derreter ou fundir adequadamente, levando a uma adesão fraca entre as camadas.</p>
</li>
<li>
<p>Resfriamento insuficiente: Se a impressão esfriar muito rapidamente entre as camadas, pode impedir a fusão adequada e causar separação, especialmente em modelos altos e finos.</p>
</li>
<li>
<p>Subextrusão: Se a impressora não estiver extrudando plástico suficiente, pode haver lacunas ou pontos fracos entre as camadas, fazendo com que se separem sob estresse.</p>
</li>
<li>
<p>Velocidade de impressão muito alta: Imprimir muito rapidamente pode não dar tempo suficiente para que as camadas se liguem completamente, especialmente em cantos ou overhangs detalhados.</p>
</li>
<li>
<p>Tensão do filamento: Se o filamento não puder ser alimentado suavemente e com uma tensão consistente, pode levar a subextrusão e ligação de camadas inconsistente.</p>
</li>
</ol>
<p>Soluções:</p>
<ol>
<li>
<p>Aumente a temperatura de impressão: Verifique a temperatura recomendada para o tipo de filamento que você está usando e ajuste a temperatura do bico de acordo. Um pequeno aumento (~5°C) pode melhorar significativamente a fusão e a adesão da camada.</p>
</li>
<li>
<p>Melhore o resfriamento: Certifique-se de que sua impressora tenha um ventilador de resfriamento da peça funcionando corretamente e direcionado para a impressão. Ajuste as configurações de resfriamento no software slicer para permitir mais tempo de resfriamento em camadas menores.</p>
</li>
<li>
<p>Calibre os passos de extrusão: Faça um teste de calibração de extrusão para garantir que sua impressora esteja extrudando a quantidade correta de plástico. Ajuste os passos E conforme necessário para compensar a subextrusão.</p>
</li>
<li>
<p>Reduza a velocidade de impressão: Diminua a velocidade geral de impressão, especialmente para modelos complexos ou de alta precisão. Isso dá mais tempo para que as camadas se fundam e se liguem completamente.</p>
</li>
<li>
<p>Verifique o caminho do filamento: Certifique-se de que o filamento possa ser retirado suavemente da bobina e entrar no extrusor sem restrições. Desfaça quaisquer emaranhados, lubrifique o tubo Bowden e ajuste a tensão da mola de pressão do extrusor, se necessário.</p>
</li>
<li>
<p>Aumente a largura/altura da linha: Usar uma largura ou altura de linha ligeiramente mais alta (~0,05mm) pode ajudar a fechar pequenas lacunas e melhorar o contato entre as camadas adjacentes.</p>
</li>
<li>
<p>Ative o "Modo Extra" avançado: Alguns softwares slicer têm configurações especiais, como "contornos extras" no Cura, que adicionam paredes internas adicionais aos modelos. Isso pode fortalecer a ligação entre paredes e melhorar a resistência geral.</p>
</li>
</ol>
<p>Evitar a delaminação requer encontrar o equilíbrio certo entre temperatura, resfriamento e velocidade para o filamento e modelo específicos. Pode exigir alguma experimentação e ajuste fino, então seja paciente e faça alterações em pequenos incrementos. Prestar muita atenção à qualidade do filamento e manter sua impressora em bom estado de manutenção - com encaixes de extrusão limpos, correia apertada e eixos lubrificados - também pode ajudar a promover uma extrusão consistente e ligação de camada forte. Se a separação persistir, considere usar adesivos ou sprays de aderência da cama para ajudar a fixar a primeira camada mais firmemente à cama de impressão.</p>
 tubo, OS, eixos, bico, primeira camada, camada, impressão 3D, impressora 3d, software, cura, slicer, modelo, modelo 3d, impressora, temperatura, correia, 3d, impressão, filamento
tubo, OS, eixos, bico, primeira camada, camada, impressão 3D, impressora 3d, software, cura, slicer, modelo, modelo 3d, impressora, temperatura, correia, 3d, impressão, filamento
 29.05.2019, 1173 visualizações
29.05.2019, 1173 visualizações
