
Extrusão do plástico insuficiente
<p>Possíveis causas:</p>
<ol>
<li>
<p>Multiplicador de extrusão muito baixo: Se o multiplicador de fluxo ou extrusão no software fatiador (slicer) estiver configurado muito baixo, a impressora extrudará menos plástico do que o necessário para cada camada.</p>
</li>
<li>
<p>Valor de passos E incorreto: Se a configuração de passos por milímetro (passos E) no firmware da impressora estiver muito baixa, cada comando de extrusão resultará em menos filamento sendo empurrado do que o pretendido.</p>
</li>
<li>
<p>Diâmetro do filamento incorreto: Se o diâmetro do filamento estiver definido incorretamente no software fatiador (por exemplo, 1,75 mm em vez de 2,85 mm), a impressora extrudará menos plástico do que o esperado.</p>
</li>
<li>
<p>Escorregamento do extrusor: Se o mecanismo do extrusor não estiver agarrando o filamento com firmeza suficiente, pode ocorrer escorregamento, fazendo com que a impressora extruda intermitentemente menos plástico do que o necessário.</p>
</li>
<li>
<p>Entupimento parcial do bico: Um bico parcialmente entupido pode restringir o fluxo de plástico, causando subextrusão e linhas finas ou faltando na impressão.</p>
</li>
<li>
<p>Filamento emaranhado ou preso: Se o filamento estiver emaranhado ou preso no carretel ou no caminho até o extrusor, pode impedir que o plástico seja alimentado corretamente, levando à subextrusão.</p>
</li>
</ol>
<p>Soluções:</p>
<ol>
<li>
<p>Ajuste o multiplicador de extrusão: Aumente o multiplicador de fluxo ou extrusão no software fatiador em incrementos de 5% até que a subextrusão seja eliminada. Um bom ponto de partida é cerca de 105-110% para a maioria dos filamentos.</p>
</li>
<li>
<p>Calibre os passos E: Realize um teste de calibração de passos E para determinar o valor correto de passos por milímetro para sua impressora e filamento específicos. Ajuste a configuração de passos E no firmware da impressora de acordo.</p>
</li>
<li>
<p>Verifique o diâmetro do filamento: Meça fisicamente o diâmetro do seu filamento com um paquímetro em vários pontos para garantir que corresponda à configuração no software fatiador. Atualize o diâmetro no fatiador, se necessário.</p>
</li>
<li>
<p>Verifique a tensão e a alimentação do extrusor: Inspecione o mecanismo do extrusor e certifique-se de que o filamento esteja bem apertado e não escorregue entre as engrenagens. Limpe as engrenagens e ajuste a tensão do parafuso de pressão, se aplicável.</p>
</li>
<li>
<p>Desentupa o bico: Aqueça o bico até a temperatura de impressão e use uma agulha ou filamento de limpeza para remover qualquer entupimento. Se o entupimento persistir, tente fazer um "cold pull" ou substitua o bico.</p>
</li>
<li>
<p>Verifique o emaranhado do filamento: Inspecione cuidadosamente o carretel de filamento e o caminho do filamento em busca de emaranhados, nós ou pontos de fricção. Desfaça qualquer emaranhado e certifique-se de que o filamento possa ser alimentado suavemente.</p>
</li>
<li>
<p>Aumente a temperatura do bico: Uma temperatura muito baixa do bico pode tornar o plástico muito viscoso para fluir corretamente. Aumente a temperatura em incrementos de 5-10°C para melhorar o fluxo.</p>
</li>
<li>
<p>Imprima mais devagar: Velocidades de impressão mais altas podem exacerbar problemas de subextrusão. Reduza a velocidade de impressão geral ou as velocidades de recursos específicos (paredes, preenchimento, etc.) em 50% para ver se a qualidade melhora.</p>
</li>
</ol>
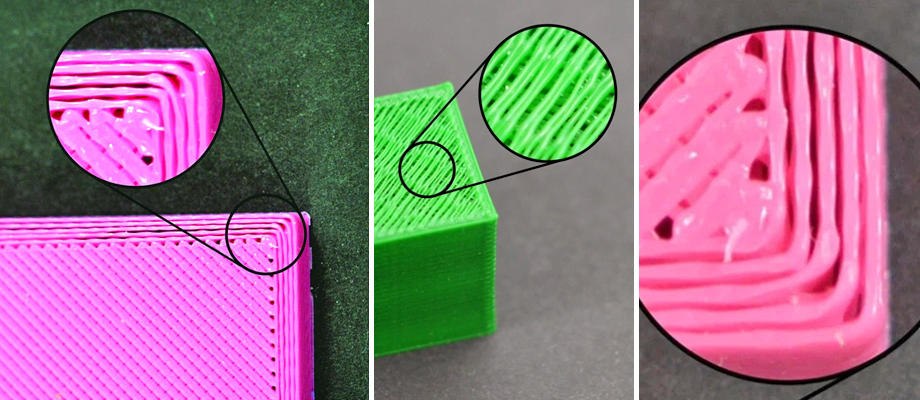
<p>A subextrusão pode prejudicar seriamente a integridade estrutural e a qualidade visual das peças impressas em 3D. As lacunas e pontos fracos resultantes podem fazer com que o modelo seja frágil, enquanto a estética da superfície fica comprometida por linhas faltando ou inconsistentes.</p>
<p>Assim como a superextrusão, abordar a subextrusão requer uma abordagem metódica para verificar e calibrar as configurações de extrusão. É crucial verificar não apenas os valores do software, mas também os componentes físicos, como o mecanismo do extrusor e o bico, em busca de problemas que possam restringir o fluxo.</p>
<p>Vale a pena lembrar que alguns filamentos, especialmente os flexíveis ou exóticos, podem ser mais propensos à subextrusão devido às suas propriedades únicas. Nesses casos, modificações especializadas do hardware, como um extrusor de engrenagem dupla ou um bico de maior diâmetro, podem ser necessárias para uma extrusão consistente.</p>
<p>Com paciência e atenção aos detalhes, no entanto, é possível superar a subextrusão e produzir impressões 3D robustas e visualmente atraentes. Monitore de perto a alimentação do filamento, ajuste as configurações conforme necessário e não tenha medo de experimentar até obter resultados satisfatórios. Uma extrusão consistente e bem calibrada é a base de todas as grandes impressões.</p>
 plástico, extrusão, bico, impressora 3d, impressora, 3d, filamento, camada, impressão, impressão 3D, fluxo da extrusão, velocidade da axtrusão
plástico, extrusão, bico, impressora 3d, impressora, 3d, filamento, camada, impressão, impressão 3D, fluxo da extrusão, velocidade da axtrusão
 29.05.2019, 2111 visualizações
29.05.2019, 2111 visualizações
