
Extrusão irregular
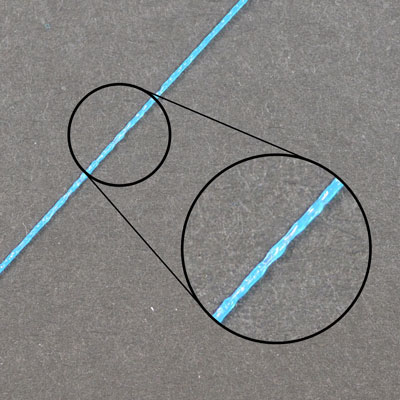
<p>Causas potenciais:</p>
<ol>
<li>
<p>Fluxo de extrusão incorreto: Se a quantidade de material extrudado for muito alta, pode levar a uma sobre-extrusão e resultar em linhas irregulares.</p>
</li>
<li>
<p>Altura da camada incorreta: Uma altura de camada muito baixa em relação ao diâmetro do bico pode causar sobre-extrusão, pois o excesso de material é forçado para fora do bico.</p>
</li>
<li>
<p>Temperatura de extrusão muito alta: Se a temperatura do bico estiver muito alta para o material, pode causar sobre-extrusão devido à viscosidade reduzida do filamento.</p>
</li>
<li>
<p>Retração insuficiente: Se a retração do filamento durante os movimentos de viagem não for suficiente, pode ocorrer gotejamento e resultar em sobre-extrusão quando a impressão for retomada.</p>
</li>
</ol>
<p>Soluções:</p>
<ol>
<li>
<p>Calibre o fluxo de extrusão: Execute um teste de fluxo e ajuste o multiplicador de extrusão em seu software de fatiamento para garantir que a quantidade correta de material esteja sendo extrudada.</p>
</li>
<li>
<p>Ajuste a altura da camada: Verifique se a altura da camada está definida apropriadamente para o diâmetro do bico. Uma regra geral é usar uma altura de camada entre 25% e 75% do diâmetro do bico.</p>
</li>
<li>
<p>Ajuste a temperatura de extrusão: Experimente diminuir a temperatura do bico em incrementos de 5-10°C para encontrar a temperatura ideal para o seu material e evitar sobre-extrusão.</p>
</li>
<li>
<p>Ajuste as configurações de retração: Aumente a distância de retração e a velocidade de retração em seu software de fatiamento para minimizar o gotejamento durante os movimentos de viagem.</p>
</li>
<li>
<p>Verifique o dimensionamento do filamento: Certifique-se de que o diâmetro do filamento esteja definido corretamente em seu software de fatiamento para corresponder ao filamento que você está usando.</p>
</li>
<li>
<p>Limpe o bico extrusor: Um bico parcialmente obstruído pode causar fluxo inconsistente, então certifique-se de que o bico esteja limpo e livre de resíduos.</p>
</li>
</ol>
<p>Lembre-se de fazer ajustes incrementais e observar os resultados. Pode ser necessário um pouco de experimentação para encontrar as configurações ideais que produzam uma extrusão consistente e uniforme para a sua impressora e material específicos. Além disso, certifique-se de que sua impressora esteja adequadamente calibrada e mantida para minimizar problemas de extrusão.</p>
 OS, fluxo da extrusão, extrusão, bico, camada, software, impressora, temperatura, filamento
OS, fluxo da extrusão, extrusão, bico, camada, software, impressora, temperatura, filamento
 29.05.2019, 1133 visualizações
29.05.2019, 1133 visualizações
