
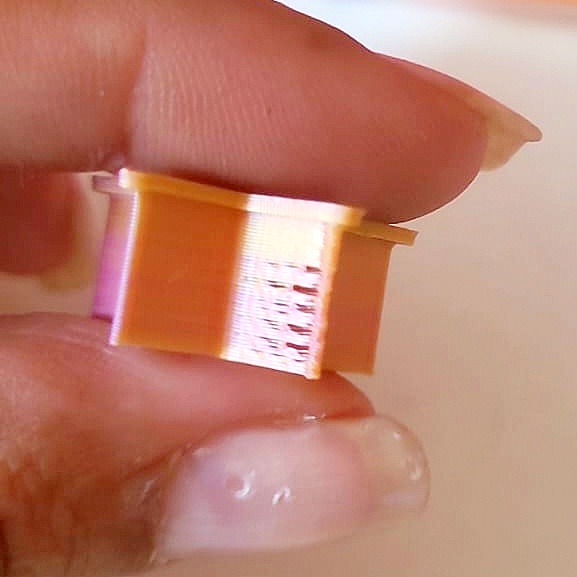
Falhas e buracos nas paredes finas da peça no começo da camada
<p>Possíveis causas:</p>
<ol>
<li>
<p>Retração excessiva: Configurações de retração muito agressivas podem causar falta de material no início de novas linhas de impressão.</p>
</li>
<li>
<p>Temperatura baixa do bico: Uma temperatura insuficiente pode dificultar a extrusão adequada do filamento no início de cada camada.</p>
</li>
<li>
<p>Velocidade de impressão muito alta: Velocidades elevadas podem impedir que o filamento adira corretamente no começo das paredes finas.</p>
</li>
<li>
<p>Fluxo insuficiente: Um fluxo de material muito baixo pode resultar em extrusão inadequada, especialmente em paredes finas.</p>
</li>
<li>
<p>Folga no eixo Z: Imprecisões no movimento vertical podem causar inconsistências na altura da camada, afetando paredes finas.</p>
</li>
<li>
<p>Cooling excessivo: Resfriamento muito intenso pode solidificar o filamento antes que ele adira adequadamente à camada anterior.</p>
</li>
</ol>
<p>Soluções:</p>
<ol>
<li>
<p>Ajuste as configurações de retração: Reduza a distância de retração e/ou a velocidade de retração em pequenos incrementos. Experimente desativar a retração para paredes finas, se possível.</p>
</li>
<li>
<p>Aumente a temperatura do bico: Eleve a temperatura de impressão em incrementos de 5°C até obter uma extrusão mais consistente no início das camadas.</p>
</li>
<li>
<p>Reduza a velocidade de impressão: Diminua a velocidade geral ou configure uma velocidade mais baixa especificamente para paredes externas.</p>
</li>
<li>
<p>Calibre o fluxo de extrusão: Realize um teste de calibração de fluxo e ajuste o multiplicador de extrusão para garantir que o material suficiente esteja sendo depositado.</p>
</li>
<li>
<p>Verifique e ajuste o eixo Z: Inspecione os componentes do eixo Z, como porcas e fusos, para garantir que não haja folgas. Lubrifique conforme necessário.</p>
</li>
<li>
<p>Otimize as configurações de cooling: Reduza a velocidade do ventilador de resfriamento para as primeiras camadas ou para peças com paredes finas. Considere usar um tempo mínimo de camada mais longo.</p>
</li>
<li>
<p>Ative opções de "preenchimento de lacunas": Muitos softwares fatiadores oferecem configurações para preencher pequenas lacunas em paredes finas. Ative e ajuste essas opções.</p>
</li>
<li>
<p>Experimente com a ordem de impressão: Algumas falhas podem ser minimizadas alterando a sequência em que as paredes são impressas. Teste diferentes configurações de ordem de impressão no seu fatiador.</p>
</li>
<li>
<p>Considere usar um bico menor: Para peças com paredes muito finas, um bico de diâmetro menor pode oferecer melhor resolução e controle de extrusão.</p>
</li>
<li>
<p>Aumente ligeiramente a largura da linha: Um pequeno aumento na largura da linha para paredes externas pode melhorar a adesão e reduzir lacunas.</p>
</li>
</ol>
<p>A impressão bem-sucedida de paredes finas frequentemente requer um equilíbrio delicado entre várias configurações. É importante abordar o problema de forma sistemática, fazendo ajustes graduais e imprimindo peças de teste para avaliar os resultados. Lembre-se de que diferentes materiais podem requerer abordagens ligeiramente diferentes, então esteja preparado para ajustar suas configurações ao mudar de filamento.</p>
<p>Manter sua impressora bem calibrada e realizar manutenção regular também são fatores cruciais para obter resultados consistentes em impressões delicadas. Com paciência e experimentação, você pode alcançar paredes finas suaves e contínuas, melhorando significativamente a qualidade geral de suas impressões 3D.</p>
 filamento, 3d, eixo, temperatura, impressora, impressora 3d, fatiador, camada, bico, OS, V5, vertical
filamento, 3d, eixo, temperatura, impressora, impressora 3d, fatiador, camada, bico, OS, V5, vertical
 06.08.2024, 610 visualizações
06.08.2024, 610 visualizações
