
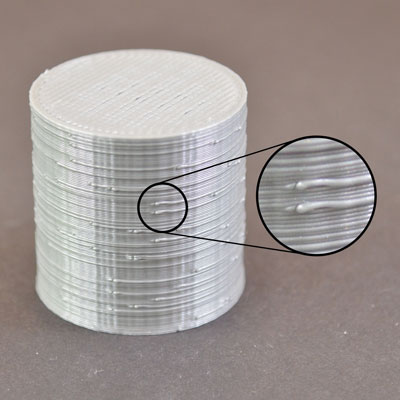
Nódulos, marcas, ranho e espinhas
<p>Causas potenciais:</p>
<ol>
<li>
<p>Retração inadequada: Configurações de retração insuficientes podem levar a vazamento e acúmulo de filamento no bico, resultando em nódulos, ranhos e espinhas quando esse excesso de material é depositado na superfície.</p>
</li>
<li>
<p>Temperatura muito alta: Imprimir em temperaturas excessivamente altas pode fazer com que o filamento fique muito líquido e vaze do bico, causando acúmulos e imperfeições na superfície.</p>
</li>
<li>
<p>Velocidade de impressão inconsistente: Variações na velocidade de impressão, especialmente durante movimentos de deslocamento, podem causar deposição desigual de material e levar a defeitos de superfície.</p>
</li>
<li>
<p>Distância de deslocamento insuficiente: Se o bico não se afastar o suficiente da peça durante os movimentos de deslocamento, ele pode pegar ou arranhar a superfície, deixando marcas e ranhos.</p>
</li>
<li>
<p>Problemas de fluxo de filamento: Obstruções, atrito excessivo ou diâmetro inconsistente do filamento podem interromper o fluxo suave de material, levando a sub ou sobre-extrusão e imperfeições na superfície.</p>
</li>
</ol>
<p>Soluções:</p>
<ol>
<li>
<p>Ajuste as configurações de retração: Aumente a distância de retração e a velocidade de retração para minimizar o vazamento e o acúmulo de filamento no bico durante os movimentos de deslocamento.</p>
</li>
<li>
<p>Optimize a temperatura: Reduza a temperatura do bico em incrementos de 5-10°C para encontrar a temperatura mínima viável que ainda produza uma extrusão adequada para o material específico sendo usado.</p>
</li>
<li>
<p>Calibre o fluxo de extrusão: Execute testes de fluxo e ajuste o multiplicador de extrusão para garantir que a quantidade correta de filamento seja extrudada consistentemente ao longo da impressão.</p>
</li>
<li>
<p>Aumente a distância do deslocamento: Ajuste as configurações do modo "z-hop" ou "combing" no seu software de fatiamento para fazer com que o bico se levante ou se afaste mais da peça durante os movimentos de deslocamento.</p>
</li>
<li>
<p>Melhore o caminho do filamento: Verifique se o filamento pode se mover suavemente da bobina até o extrusor sem obstruções ou atrito excessivo. Considere usar guias de filamento ou um suporte de bobina de baixa fricção.</p>
</li>
<li>
<p>Limpe e desentupa o bico: Remova periodicamente quaisquer resíduos ou obstruções no bico usando métodos como "limpeza a frio" ou "limpeza a quente" para garantir uma extrusão consistente.</p>
</li>
<li>
<p>Ajuste a aceleração e o jerk: Reduza as configurações de aceleração e jerk no firmware da impressora ou software de fatiamento para minimizar mudanças repentinas na velocidade de impressão que possam perturbar a deposição de material.</p>
</li>
</ol>
<p>Tenha em mente que a obtenção de uma qualidade de superfície perfeita pode exigir uma combinação de ajustes e alguma experimentação. Seja metódico em sua abordagem, fazendo uma mudança de cada vez e observando de perto os resultados. Além disso, garantir que sua impressora esteja devidamente calibrada e mantida pode ajudar a minimizar muitos problemas comuns de qualidade de impressão. Com paciência e atenção aos detalhes, é possível produzir impressões com excelente acabamento de superfície.</p>
 OS, suporte, bico, software, impressora, quente, temperatura, firmware, filamento
OS, suporte, bico, software, impressora, quente, temperatura, firmware, filamento
 29.05.2019, 1140 visualizações
29.05.2019, 1140 visualizações
