
Calibrador de Retração de Impressora 3D
<h3>O que é Retração?</h3>
<p>Durante a impressão 3D em uma impressora FDM padrão, o filamento é empurrado com um motor extrusor que possui uma engrenagem conectada. Ele empurra o filamento, diretamente (direct) ou através de um tubo de PTFE (bowden) até o hotend. O plástico fundido saindo do bico formando o modelo 3D camada por camada. Quase todas as impressoras 3D durante a impressão tem movimentos de hotend sem extrusão. Para o filamento deritido não sair do bico e não sujar o modelo com fiapos e gotas ao longo dessa operação ocorre a retração.</p>
<p>Existem dois parametros que regulam retração: distância e velocidade de retração. Antigamente, era necessário pegar um modelo 3D especial e fazer várias impressões para ajustar estes parametros, o que gastava muito tempo. Quem já tentou ajustar sua impressora uma vez, sabe como é complicado fazer essa calibragem.</p>
<p><span style="font-family: arial, helvetica, sans-serif;">Agora finalmente chegou uma ferramenta sensacional para fazer um único teste com vários parámetros ajustéveis.</span></p>
<table border="0" style="width: 100%; border-collapse: collapse;">
<tbody>
<tr>
<td style="width: 50%; text-align: left; vertical-align: top;">
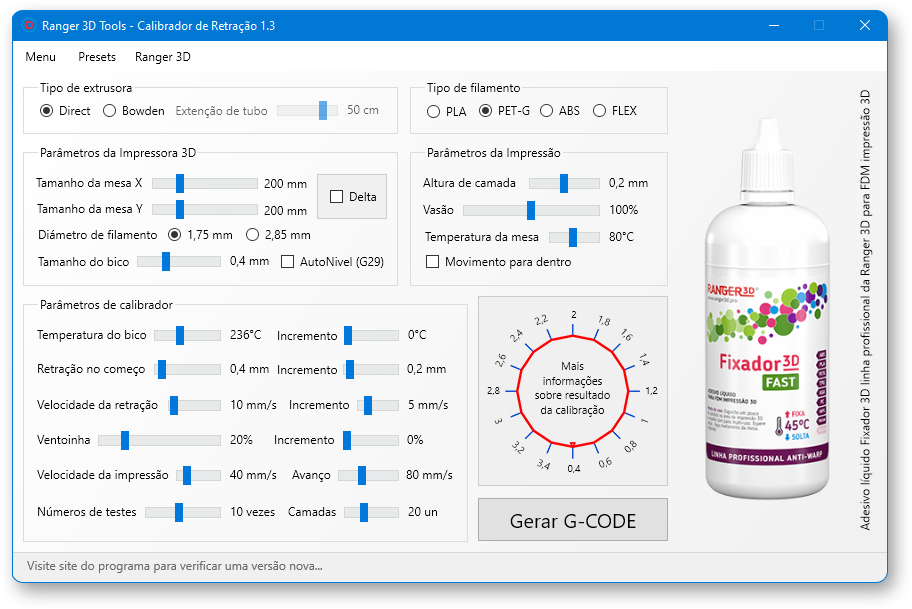
<p>Apresentamos para vocês um novo jeito de fazer calibração de retração com aplicativo da linha profissional Ranger 3D Tools. Programa feito por profissionais para profissionais da área de impressão 3D.</p>
<h4>Benefícios</h4>
<ul>
<li>Fácil de usar</li>
<li>Vários parámetros ajustáveis</li>
<li>Ajuste com precição</li>
<li>Teste rápido e completo</li>
<li>Para todos os tipos de filamento</li>
<li>Para todos os tipos de impressoras 3D</li>
<li>Suporte 7 dias por semana</li>
</ul>
</td>
<td style="width: 66%; text-align: right; vertical-align: top;"><img src="/img/print-retract.jpg" alt="" style="margin: 0px 20px 20px 0px;" width="500" height="284"></td>
</tr>
</tbody>
</table>
<h4>Passos principais para fazer teste</h4>
<ol>
<li>Ajuste de parámetros do Calibrador de Retração relacionados com a sua impressora 3D e filamento usado.</li>
<li>Clique <strong>Gerar G-CODE</strong>.</li>
<li>Salve o rerultado para seu computador.</li>
<li>Envie este g-code para sua impressora 3D usando programa de impressão ou salve no cartão SD para imprimir diretamente na impressora.</li>
<li>Depois da impressão, analize o resultado e configure a distância da retração e a velocidade dela no seu fatiador favorito ou na impressora.</li>
</ol>
<h3>Resultado de impressão</h3>
<table border="0" style="width: 100%; border-collapse: collapse;">
<tbody>
<tr>
<td style="width: 50%; text-align: center; vertical-align: top;"><img src="/img/denr1.jpg" alt="" width="450" style="margin: 2px;"><br><span style="font-size: 10pt;">Movimento para dentro</span></td>
<td style="width: 50%; text-align: center; vertical-align: top;"><img src="/img/forr1.jpg" width="450" alt="" style="margin: 2px;"><br><span style="font-size: 10pt;">Movimento para fora</span></td>
</tr>
</tbody>
</table>
<h3>Observações</h3>
<p>Parametros padrão feitos para impressão com filamento PET-G. Para outros tipos de filamento precisa-se ajustar adequadamente as configurações do programa.</p>
<p><strong>Extrusora Direct ou Bowden.</strong> As impressoras 3D com extrusoras de tipo Direct possuem distâncias de retração relativamente curtas em comparação às com sistemas Bowden. Recomendamos usar Incremento para Retração 0,25 para Direct e 0,5 para Bowden.</p>
<p><img src="/img/direct-bowden.jpg" alt="" style="float: left; margin: 0 30px 10px 0;" width="500" height="355"><strong>Velocidade de ventoinha.</strong> Recomendamos não usar ventoinha na sua força máxima. Resfriamento rápido pode influnciar negativamente na calibragem.</p>
<p><strong>Temperaturas.</strong> Na nossa experiência, temperaturas ideais para imprimir modelo de teste são: PLA = 210°C, PET-G = 236°C, ABS = 240°C.</p>
 profissional, tubo, OS, aplicativo, suporte, engrenagem, PTFE, calibragem, pet-g, programa, extrusão, bico, ABS, ventoinha, plástico, camada, impressão 3D, PLA, fatiador, impressora 3d, modelo, modelo 3d, hotend, impressora, extrusora, calibração, motor, parametros, 3d, impressão, filamento
profissional, tubo, OS, aplicativo, suporte, engrenagem, PTFE, calibragem, pet-g, programa, extrusão, bico, ABS, ventoinha, plástico, camada, impressão 3D, PLA, fatiador, impressora 3d, modelo, modelo 3d, hotend, impressora, extrusora, calibração, motor, parametros, 3d, impressão, filamento
 17.08.2025, 483 visualizações.
17.08.2025, 483 visualizações.
